




Main Cylinders
 |
Back to Index |  |
Next |  |
Last | ||||
| 167 records found. Page 1 of 17 displayed. | |||||||||
For most of the photos on this page, you can click the image for a larger picture.

A Clan locomotive, like the Britannia pictured above, has 2 outside cylinders. Each cylinder assembly consists of 2 cylinders as you can see in the photo. The 'motion' cylinder is the lower one and provides the motive force for the locomotive. It has dimensions of 19.5 inch (diameter) X 28 inch (length) (495 mm X 711 mm). It contains a single piston which is driven backwards and forwards by the force of the steam - the maximum piston thrust is 67,196 lbs which is just under 30 tons. Steam must be applied to the left hand side of the piston to move it to the right and then to the right hand side of the piston to move it to the left. The timing of this is obviously critical and is the function of the valve cylinder in conjunction with the valve gear.
The valve cylinder sits above the motion cylinder. It's longer than the motion cylinder but has a smaller, 11 inch diameter. Inside are 2 pistons connected by a rod and also externally to the valve gear.
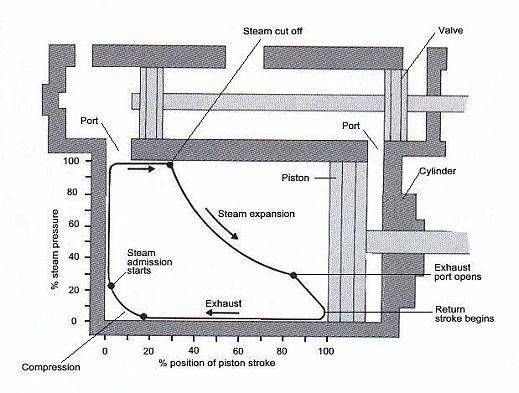
The diagram shows what's going on inside. Steam is admitted from the boiler at the top centre of the valve cylinder (in this example and in our engine although this can vary). Steam is directed to the appropriate end of the motion cylinder by the positioning of the valve pistons. Again, steam is exhausted from the motion cylinder to the blastpipe and chimney through the uncovering of the correct port. The graph inside the cylinder shows the steam pressure within the cylinder throughout the complete cycle. For the purposes of this page, we'll go no further as this is a complex and interesting subject.
On a Clan, the combined motion/valve cylinder is a casting and is one of the largest on the locomotive. To make this cylinder requires a lot of ingenuity!
In simple terms, the standard casting process involves the following
- Make a wooden male pattern of the finished casting, slightly oversized to allow for shrinkage of the molten metal
- Add "risers and runners" to the pattern to allow for the molten metal to get in and for hot gases to get out
- Insert the pattern into a casting box and pack sand around the pattern
- Carefully withdraw the pattern from the casting box leaving the female shape of the pattern in the sand
- Insert the "core" sand patterns into the mould located by "prints" that produce the various holes and bosses in the final casting
- Pour molten metal into the casting box and then allow to cool
- Break the casting out of the mould
- Machine the casting to finish
"Carefully withdraw" is the challenge as there is no way that the cylinder pattern could be withdrawn from the mould in one piece. Therefore the pattern has to be designed so that it can be inserted in and removed from the casting boxes. If you want to watch a video on how a simple part is cast, then this video is a good start. Note that the wheel pattern is made in 2 halves.
Copyright National Railway Museum
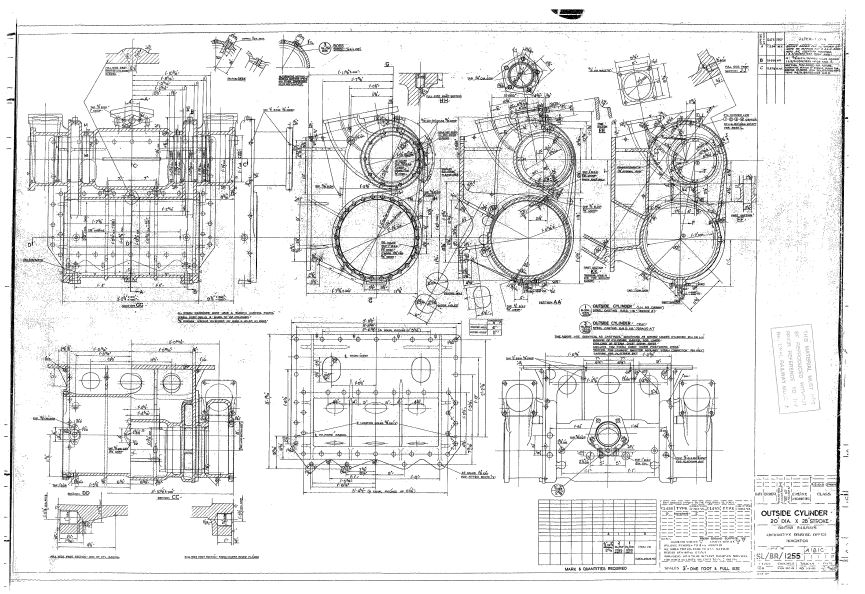
The starting point is that we're lucky enough to be able to access the original British Railways drawings which are held by the National Railway Museum.
Our first job is to create a 3D CAD model from the original 2D BR drawing. In CAD terms, the CAD model is the first thing to be created followed by the CAD drawing that contains manufacturing details.In our case somebody's done all the hard work and we have access to the original 2D BR drawing for our CAD expert, Keith Greenhow, to create the 3D CAD model. Keith will prepare the drawings so that our pattern maker, Tony Dance, can make the pattern.
 |
This is one I prepared earlier! This is what we want to end up with or something very similar. This is a newly cast cylinder for a Standard Class 5. Hengist's cylinders will be very similar in appearance. You can see the exchange port between the motion cylinder and the valve cylinder. |
 |
Keith's starting point for the Outside Cylinders CAD model is the flange that connects to the frame, a sketch is created in the CAD software using details from the BR drawing. The BR drawing is in imperial units (feet/inches) with fractions but Keith will need to work in inches and decimal places. This is the right hand half looking at the drawing. In some places, the origin of a radius on the the drawing can be difficult to deduce. |
 |
The profile of the sketch is then given a thickness and the 3D modelling begins. |
 |
The flange is symmetrical so only half is drawn it's then mirrored to complete the full flange shape. |
 |
Here the motion cylinder is sketched and revolved, this is also symmetrical and mirrored. |
 |
The steam chest/valve cylinder is sketched and revolved. |
 |
Completed cylinders and flange plate. |
 |
Connecting these three main parts together now begins with the steam inlet cavities. |
 |
The exhaust outlet ports are added between the steam chest and flange. |
 |
The steam inlet flange and pipe is added to the steam chest to complete the main structure. |
|
Back to Index | |
Next | |
Last | ||||
| 167 records found. Page 1 of 17 displayed. | |||||||||